☰



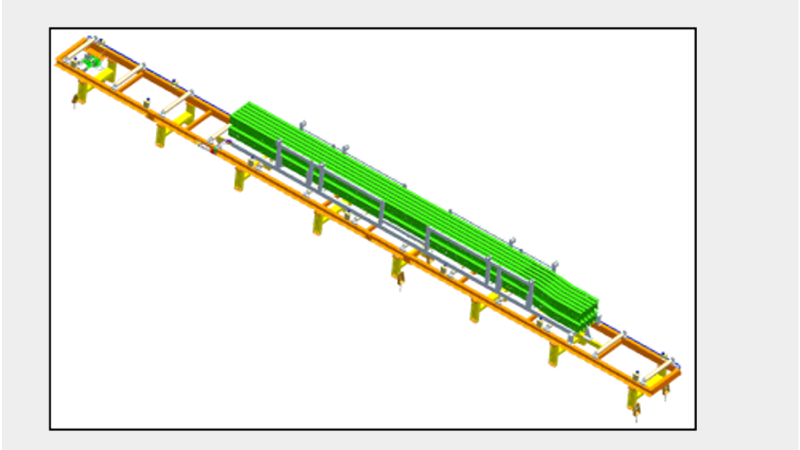
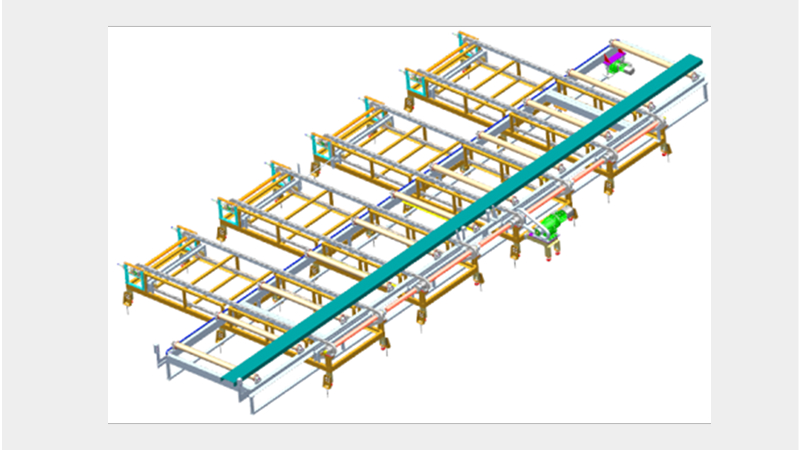

• Transports goods steadily across predefined paths
• Belt conveyors, roller conveyors, chain conveyors, screw conveyors, slat conveyors, and modular plastic conveyors
• Electric motors power the belt or rollers, often controlled via VFDs (Variable Frequency Drives)
• Tailored to fit space and product dimensions
• Steel, PVC, rubber, fabric, or modular plastic belts depending on application
• Ranges from light-duty for electronics to heavy-duty for automotive or mining applications
• Emergency stops, side guards, sensors, and covers
• PLC-based control, smart sensors, barcode/RFID integration for tracking
• Faster and continuous transport of goods between operation
• Minimizes manual handling and associated fatigue/injuries
• Reliable and repeatable material flow
• Modular systems allow easy expansion or reconfiguration
• Fewer manual lifting tasks and safer material flow
• Suitable for a wide range of industries and materials
• Easily integrates with robotic arms, scanners, vision systems
• Overhead or under-floor designs free up work areas



 020-25384829
020-25384829  info@pentadesigners.com
info@pentadesigners.com